克拉管【钢带增强螺旋波纹管】支持货到付清同城生产厂家
更新时间:2025-06-03 13:42:42
Tags: 克拉管

我们为您呈现了克拉管产品的视频介绍,相较于文,以上视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |

克拉管【雄县腾达汇泰塑胶制品(平凉市分公司)sljc924-3】以良好的信誉、产品、雄厚的实力、低廉的价格享誉全国,深得平凉用户依赖,欢迎新老客户前来洽谈、详情请咨询联系人:王经理-【18395655622】,地址:昝岗工业区。

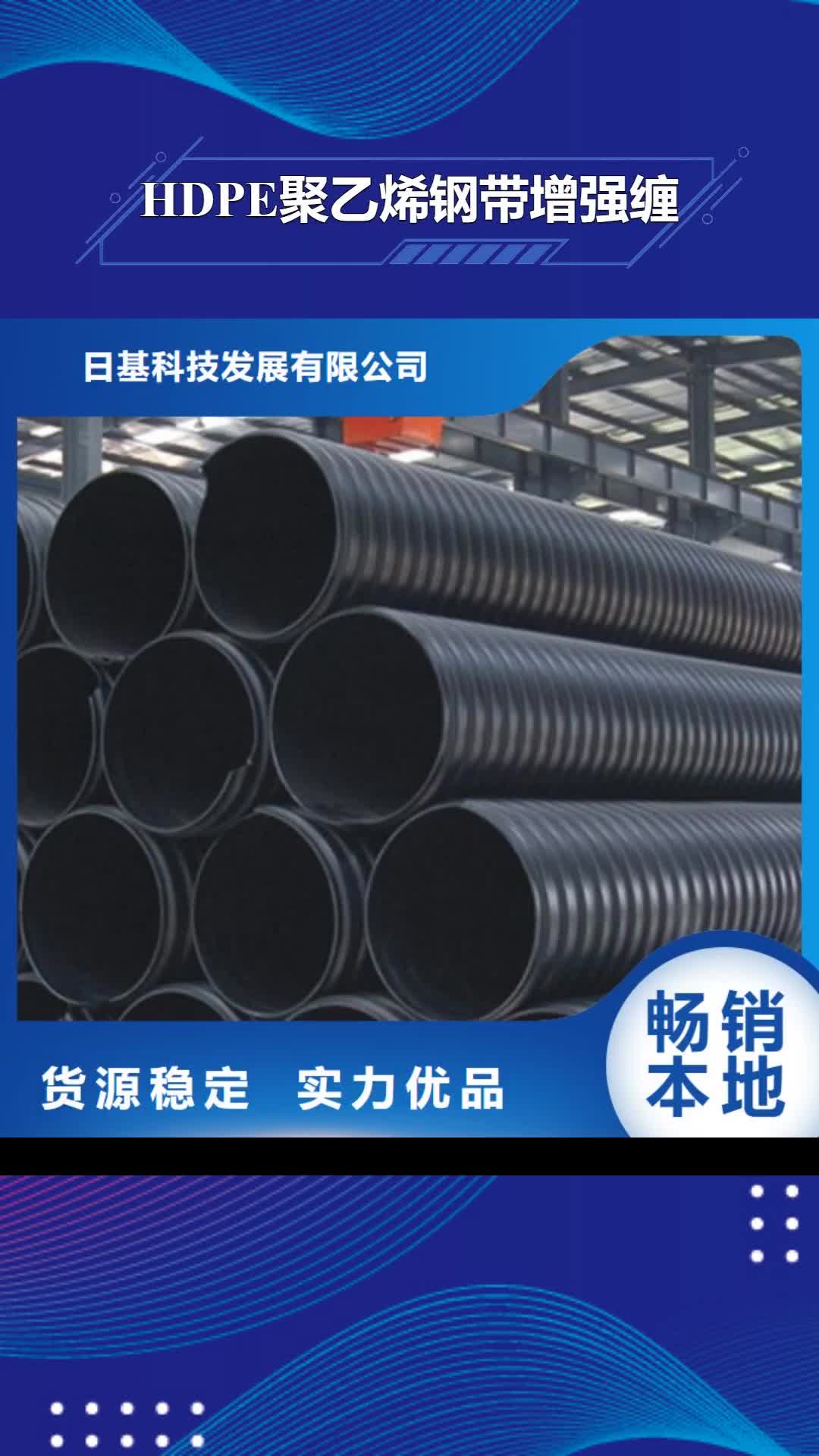
5、排水流通性能优越,管内壁光滑,比摩阻小、流速快、流量大。6、抗腐蚀、耐老化,使用寿命长,管材耐磨性和韧弹性良好,化学性质,能耐各种酸、碱的腐蚀,使用寿命确保50年以上。7、克拉管重量轻:高密度聚缠绕结构壁管的增强结构和科学设计,同等工程条件下使用,其重量仅为水泥管、钢管的几分之一,施工更方便快捷。 8、管道连接采用承插口电熔连接技术,管口连接质量高,安装操作速度快,确保无渗漏。9、利用计算机进行产品结构设计选型及强度校核,快速准确地为用户提供工程方案和选择化产品。用途:克拉管主要应用于各种工程机械和矿山液压设备及有耐磨要求的电线电缆保护。 因其可以完全覆盖被保护产品,形成有效磨损和抗紫外线的保护作用,在很多杆状物体外起保护作用。缠绕管一般采用尼龙材质或聚丙烯材质制成。

A型管端部没有电熔丝,B型管端部有电熔丝;A型缠绕管又名中空缠绕管,B型缠绕管又名承插式增强缠绕管,它们是一种以高密度聚HDPE为原料,经缠绕焊接成型的一种管材,由于其独特的成型工艺,可以生产直径达3米的管材,这是其他生产工艺难以完成的。 高密度聚HDPE由于其本身优异的融焊接性能不但保证了产品成型工艺和产品质量,而且也为施工连接提供了多种可靠方式,如电热熔焊接,热收缩连接等等,同时这也是渗漏情况很少出现的一个重要原因,也正是因为这个原?。克拉管的优势:1、原料符合 环保要求,生产过程无污染,属绿色环保型产品。2、热态缠绕钢模成型,管材熔缝质量高。3、柔韧性好,了公用设施抗震、减灾的能力。4、系统配件齐全,有各种配套管件和检查井,可组装成完整的管道系统。

制造焊接波纹管应有专门的焊接设备和熟练的技术,因此制造焊接波纹管的成本要比液压波纹管高一些。双层焊接波纹管有灵敏度较高或强度较高的特点。山不同材料构成的双层焊接或非焊接波纹管还有防腐蚀的特性。单层圆弧波纹膜片焊接成波纹管已有拟合公式计算刚度和应力。 作为半成品的实心棒和厚板的生产已经实现。它们的加工方式与异型材的加工方式非常相似。热流被绝热原料隔断,机头被分为受热部分和冷却部分.在机头热冷部分间,异型材的横截面积减到。通过观察重要尺寸的变化,可使人们监察异型材进人定径装置前的尺寸情况,人们也可通过牵引装置的封闭环控制速度来影响尺寸精度。腾达汇泰。。







大家都爱看