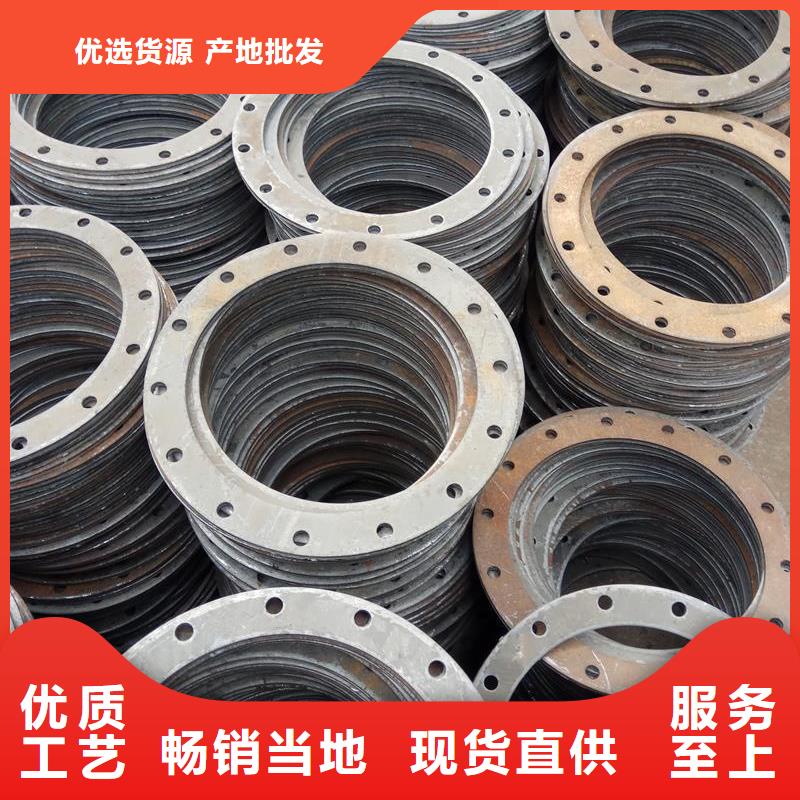
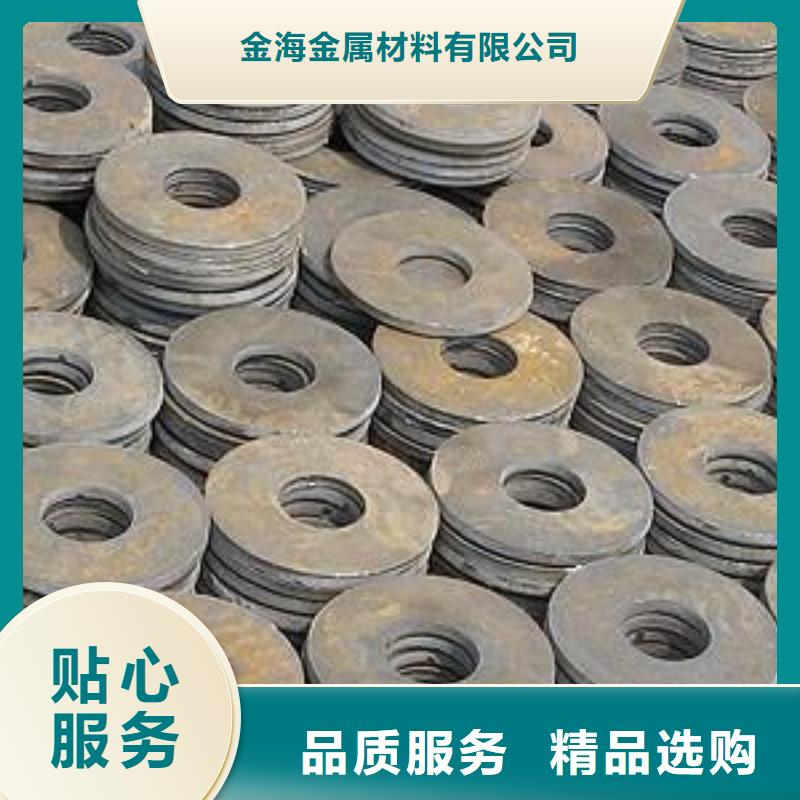
以下是:q235异型冲压件异型冲压件量大优惠冲压件定制五金配件用冲压件的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 10000 |
|---|
| 运费说明 | 3天 |
|---|
| 品牌 | 山东 |
|---|
| 产地 | 聊城 |
|---|
| 用途 | 机械配件 |
|---|
| 产品特色 | 易加工,交货快,来图定做 |
|---|
| 可售卖地 | 全国 |
|---|
q235异型冲压件异型冲压件量大优惠冲压件定制五金配件用冲压件,金海金属材料(晋中市分公司)专业从事q235异型冲压件异型冲压件量大优惠冲压件定制五金配件用冲压件,联系人:季经理,电话:【13153807804】、【13734465888】,发货地:开发区蒋管屯镇杜丹江路东首100号,以下是q235异型冲压件异型冲压件量大优惠冲压件定制五金配件用冲压件的详细页面。 山西省,晋中市 晋中市是文化生态保护区,历史文化源远流长,早在百万年前就有人类繁衍生息,留有百余处石器时代文化遗址,许多名人名臣出生于此。明清时期,晋中商人创造了“纵横欧亚九千里、称雄商界五百年”的奇迹,以“货通天下、汇通天下、富甲天下、诚信天下、家国天下”著称,也孕育了弥足珍贵的太行精神。晋中属太原都市核心区、山西中部城市群组成部分、山西乃至华北地区重要的区域性交通枢纽和物流基地,市城区紧靠省会太原,与太原形成“三纵十横”路网体系。
我们的q235异型冲压件异型冲压件量大优惠冲压件定制五金配件用冲压件视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:q235异型冲压件异型冲压件量大优惠冲压件定制五金配件用冲压件的图文介绍


五金冲压件的拉伸系数指的是拉深后冲压件的直径和拉深之前毛坯直径之间的比。拉深系数是拉深时金属材料变形程度的大小,拉深系数越小,表示变形程度越大。拉深系数是拉深工艺中的一个重要参数,是拉深工艺计算和模具设计的重要依据。
在实际冲压加工中,为减少拉深次数,拉深系数一般取小值。当拉深系数小到一定值时,凸缘外边沿便会出现起皱现象,但可用增加压力圈的压边力防止起皱的出现。当拉伸系数小到一定值时,出现拉破现象,拉破一般出现在拉深力快出现峰值时,即拉深的初始阶段。极限拉深系数,在危险断面不被拉破的条件下所能采用的小拉深系数。
拉伸件的拉伸次数和各次拉伸直径则根据拉伸系数M确定,M是指每次拉伸后的圆筒直径与拉伸钱的毛坯直径之比,它是用来控制拉伸时变形变形程度的工艺指标之一,是拉伸工艺计算的基础,影响拉伸系数的主要因素是拉伸材料的延展性能、模具的圆角半径、拉伸模具的间隙、以及模具的润滑等.
下面为大家详细介绍一下影响拉伸件拉伸系数的因素:
1、拉伸冲压件材料的机械性能与表面状态,对于屈服点应力数值低、拉抗强度高、延伸率大的材料,拉伸时凸缘变形区的变形抗力减小,材料容易变形,拉伸系数可取小些;而材料的抗拉强度大,提高了危险断面处的强度,减小了拉伸破裂的危险,则拉伸系数可取大些。表面光洁平整的材料,拉伸系数也可取小些,对于有锈斑和表面粗糙度的材料,会增大拉伸系数值,严重时会因增大摩擦阻力而容易使材料拉伸断裂。
2、拉伸冲压件材料的厚度,对于厚的板料,拉伸时不易起皱,拉伸系数值可取小些。
3、凸、凹模圆角半径,拉伸凸、凹模圆角半径较大时,材料流动阻力小,拉伸系数值可取小些,相反则应取大值。拉伸凹模圆角半径过小,材料流入凹模时摩擦阻力增大,加大了拉伸件的内应力,在拉伸过程材料容易断裂。
4、凸凹模间隙及表面粗糙度,凸、凹模间隙大,表面粗糙度小、硬度高、拉伸系数值可减小。但间隙过大,表面粗糙度过大、拉伸时材料易起皱断裂。
5、有无压边圈,有压边圈拉伸时,增大了材料抗压力,材料不易起皱,拉伸系数值可取小些;无压边圈拉伸时,毛坯表面无抗压力,故材料易起皱,拉伸系数值可取大些。
6、拉伸冲压件的拉伸速度,拉伸过程的行程速度过高,材料变形急剧,容易产生拉伸断裂;拉伸速度慢,材料在拉伸过程中变形均匀,则不易产生拉伸断裂,拉伸系数可取小些。拉伸速度一般为200~350mm/min,多工位传递拉伸速度为220~280mm/min。
7、使用适当的润滑剂,在拉伸过程中,材料与模具之间有摩擦存在,所以要有专用的冲压拉伸润滑油,摩擦力大不仅使拉伸系数增大,拉伸力增加而且会磨损,刮伤模具和工件间表面所以是有害的,因而利用润滑条件发挥传力区的变形潜力来补偿不均匀性,既能提高传力区的承载能力,又能促进整个变形区顺利进行塑性变形。所以在拉伸中润滑条件是必备的。



金海金属材料(晋中市分公司)成立于2012年.位于山西晋中工业园内.是一家专业生产加工、制造的 无缝方矩管厂家,主要产品有: 无缝方矩管,公司一贯坚持“质量,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的 无缝方矩管产品,良好的信誉,优质的服务, 无缝方矩管产品畅销全国近三十多个省、市、自治区。


汽车金属冲压件加工的工艺工序:
切 开:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。
切 边:利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切 舌:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有所要求的一定位置,不再位于分离前所处的平面上。
切 断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:把空心工序件内壁外翻的一种拉深工序。
扩 口:将空心件或管状件敞开处向外扩张的一种冲压工序。
冲 孔:将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。



冲压件
31. 排料或手工单个送取胚料时,必须使用专用的工具(钳子、钩子),严禁徒手送、取胚料。单开关要伤手,要双开关。机台不能漏油,否则会掉下来。电源不要外露,危险。
32. 冲压铁片时要戴手套,精神集中,否则伤手。
33. 工作中,先检查设备运转有无异常,如单、连冲不分明、操作不灵或电器故障,要立即停机及时找当班技术员处理。
34. 冲床严禁使用脚踏开关,机台原配有的全部拆掉。
35. 清理、检查设备时,必须切断电源后操作。
36. 切断电源,清理、擦洗工作台面,拆下模具保养入库,每周一定时检查润滑系统油料。

q235异型冲压件异型冲压件量大优惠冲压件定制五金配件用冲压件_金海金属材料(晋中市分公司),固定电话:【13734465888】,移动电话:【13153807804】,联系人:季经理,开发区蒋管屯镇杜丹江路东首100号 发货到 山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市 榆次区、榆社县、左权县、和顺县、昔阳县、寿阳县、太谷区、祁县、平遥县、灵石县、介休市。
名片")